一、螺旋管材質
Q235A,Q23b,0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb. Q345 L245 L290 X42 X46 X70 X80 X95
二、螺旋管生(shēng)產工藝
是以帶(dài)鋼卷板為原材料,經常溫擠壓成型,以自動雙絲(sī)雙麵埋弧焊工藝焊接而成的螺旋縫鋼管.
(1)帶(dài)鋼頭尾對接,采用(yòng)單絲(sī)或雙絲埋弧(hú)焊接,在卷(juàn)成鋼管後采用自(zì)動埋弧焊補焊。
(2)成型前(qián),帶鋼經過矯平、剪邊、刨邊(biān),表(biǎo)麵清理輸送和予彎邊處理。
(3)采用焊縫間隙控製裝置來保證焊縫間隙滿足焊接要求,管(guǎn)徑,錯邊量和焊縫間隙都得到嚴格的控製。
(4)切成單根鋼管後,每(měi)批鋼管頭三根要進行嚴格的(de)首檢製度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表麵質量以及經過無損探傷檢驗,確保製管工藝合格後,才(cái)能正式投入生(shēng)產。
(5)焊縫上有連續聲(shēng)波探傷(shāng)標記的部位,經過手動超聲(shēng)波和X射(shè)線複查,如確有(yǒu)缺陷,經過修補後,再次經過無損檢驗,直到確認(rèn)缺陷已經消除(chú)。
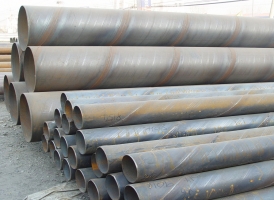
三、螺旋管特點(diǎn)及其標準分類
螺旋管承壓能力(lì)強,塑性好(hǎo),便於焊接和加工成型,一般低壓流體輸送用(yòng)螺旋縫埋弧焊鋼管(SY5037-83),采用雙麵自動埋弧焊或單麵焊法製成的(de)用於水、煤氣、空(kōng)氣和蒸汽等一般低壓流體輸送用埋弧焊(hàn)鋼管。承壓流體輸送用螺旋縫埋弧焊鋼管(SY5036-83)主要用於輸送(sòng)石油、天(tiān)然氣的管線;承壓流體輸送用螺旋縫高頻焊鋼管(SY5038-83),用高頻搭接焊法(fǎ)焊接的,用於承壓流(liú)體輸送的螺旋縫高頻焊鋼管。
螺旋管與相同長度的直縫管(guǎn)相比。生產效率高,老本低,生(shēng)長較快。螺(luó)旋管的強(qiáng)度個體比直縫管高,能(néng)用較窄(zhǎi)的坯料生(shēng)產管徑較大的焊(hàn)管,還可(kě)以或許用同(tóng)樣寬度的坯料生產管徑分歧的焊管。是(shì)以,較小口徑的焊管大都采用直縫焊(hàn),大口(kǒu)徑(jìng)焊管(guǎn)則大多采用螺旋焊。直(zhí)縫管(guǎn)所受的主應力偏垂直於管材抗攻擊能(néng)力最低的偏向(xiàng),而螺旋管則錯開了管材抗攻擊能力最低的偏向,使螺旋管焊縫長的上風轉變成優勢(shì)。
這種尺是(shì)一種有專門標記了外螺紋根部直(zhí)徑和內螺紋擴錐孔直徑的遊標卡尺,螺旋管螺紋履(lǚ)行識別最有效的方式(shì)是操(cāo)縱(zòng)會商尺。操縱(zòng)簡潔、直(zhí)觀、正確。別的(de),還可以或(huò)許(xǔ)直(zhí)接操縱長腳遊(yóu)標(biāo)卡尺(chǐ)連絡鋼(gāng)直尺測量外(wài)螺紋根部外徑、長度(dù)、內螺紋擴錐孔徑對照螺紋尺度查問。
四、螺旋管(guǎn)產生錯邊的原(yuán)因(yīn)
螺旋管在生產時,錯(cuò)邊(biān)時有(yǒu)發生(shēng),其影響因素很多。在生產實踐中,往往由幹錯(cuò)邊超差而(ér)使鋼管降級。因(yīn)此分析螺旋管錯邊產(chǎn)生的原因(yīn)及其預防(fáng)措施是很有必要的。在螺旋管成型中,鋼帶的鐮刀彎(wān)會不斷地(dì)改變(biàn)成型角,導致焊縫(féng)間(jiān)隙變化,從而產生開縫,錯邊甚至搭邊。嚴重影響了鋼管的質量,故觀測鋼(gāng)帶卷開卷後的鐮刀彎情況,通過控製立輥使圓盤剪(jiǎn)能切除部分鐮刀彎以及成型(xíng)角(jiǎo)的連續控製和糾(jiū)偏是在生產過程中減少鋼帶鐮刀彎產生錯邊的有效辦法。
1、鋼帶邊緣(yuán)狀況不佳是造成錯邊(biān)的另一重要原因。
2、由於不切(qiē)邊鋼帶頭尾的形狀和尺(chǐ)寸精度較差,對接時易造成鋼帶硬彎而引起錯(cuò)邊。
3、鋼帶的(de)鐮刀彎(wān)是造成鋼管錯邊的最主(zhǔ)要因素。
4、鋼帶頭尾對接焊接焊(hàn)縫餘高較大時,在過成(chéng)型時若處理不當,容易造成較大的錯邊。